輥壓機液壓系統問題的分析和解決
2025-04-25
董振坤
(天瑞集團鄭州水泥有限公司)
某公司水泥粉磨系統采用Ф4.2m×13m球磨機配套160×120輥壓機的聯合粉磨系統,該系統于2008年4月份投產,進入正常生產。2010年后輥壓機液壓系統陸續出現不正常現象,2011年和2012年不正常現象加重,至2013年8月份甚至到了不能正常開機的狀況。本文針對輥壓機液壓系統的特點,對故障現象進行分析。
1 液壓系統原理
液壓系統原理見圖1。
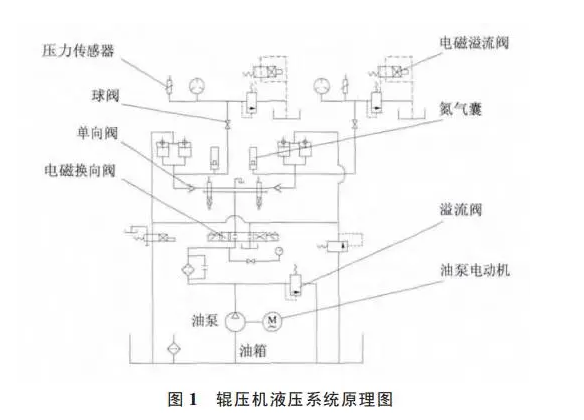
溢流閥的調整壓力決定油泵往系統的供油壓力,液壓油通過電磁換向閥、單向閥,經過兩閥配合對動輥左右側液壓缸進行加壓,通過壓力傳感器測定系統壓力,當達到設定壓力時停止加壓。正常工作時電磁溢流閥關閉,通過氮氣囊的緩沖來使動輥進退自如進行擠壓物料。當動輥回退壓力過大達到電磁溢流閥的設定壓力時,系統液壓溢流并隨機關閉;系統壓力小時液壓油站油泵自動啟動進行補油,以達到設定的系統壓力,保證整個液壓系統壓力達到設定壓力。
2 液壓系統問題及分析
2.1液壓系統的問題主要表現為:
動輥液壓缸漏油;油泵損壞;油泵配套電動機燒毀;氮氣囊破損;氮氣囊下端菌柄閥斷裂;菌柄閥有時大時小的撞擊聲;液壓缸與氮氣囊連接鋼管道振動大并出現過振斷的現象;電磁溢流閥卡死頻繁損壞。
2.2對液壓系統問題現象進行分析:
液壓系統發生故障的主要因素是液壓油污染,因此首先要查找污染物。該輥壓機動輥所配置的液壓缸為銅套式液壓缸,正常工作時銅套和缸桿之間相互運動,產生金屬顆粒,同時銅套還受軸向力,隨著時間延長,固定銅套的穩釘松動,更有甚者出現剪斷,導致銅套移動,從而發生漏油現象。對液壓系統原理圖分析,可知液壓油是通過電磁溢流閥回到油箱中的。動輥配置4個液壓缸,等于液壓油有4個污染源,所以,電磁溢流閥損壞的頻率非常高,在清洗電磁溢流閥時經常發現金屬銅末。由于電磁溢流閥中有污染顆粒,使該閥不能正常工作,處于或常開,或常閉,或時開時閉的狀態,引發了系統一系列的故障表現。
2.3電磁溢流閥處于不同狀態時的故障表現:
1)電磁溢流閥處于常開狀態
電磁溢流閥處于泄漏狀態,液壓系統壓力小于設定壓力,壓力傳感器檢測到系統壓力小,油泵頻繁啟動或一直運行,導致泵過早損壞或燒壞泵用電動機。當輥縫突然增大時,這時液壓缸中的液壓油一部分回氮氣囊中,另一部分通過電磁溢流閥直接回油箱;當輥縫減小時,氮氣囊中油液迅速回流到系統中,但仍有一部分液壓油繼續泄漏。在正常工作時,氮氣囊下部的菌柄閥在彈簧作用下處于常開狀態,進回油波動不大,菌柄閥頂帽上下受力基本平衡。當系統處于長期泄漏狀態時,氮氣囊中回油加快,等于菌柄閥頂帽受力上部大于下部,閥芯迅速下落,出現了閥頂帽撞擊閥底的聲音,這時系統出現泵不斷供油,液壓缸回油量和泄漏量隨壓力不斷變化,三者不可能協調。菌柄閥桿因長時間上下動作,會導致其斷裂,一部分零件下落,卡住后道工序,閥頂帽進入鋼瓶中把氣囊膠皮割破。
2)電磁溢流閥處于常閉狀態
電磁溢流閥處于常閉狀態時,當輥縫加大,液壓油回氮氣囊中,系統壓力小于設定壓力時仍能正常工作;當輥縫過大,系統壓力超過設定壓力而不能卸載。液壓缸與氮氣囊之間的連接管道,既起連接作用又起吸收能量的作用,出現了“硬碰硬”,一旦輥縫減小,這部分能量還得急劇釋放,就導致連接管道出現抖動,尤其以鋼管連接的管道時抖動最大,因為其本身吸收能量小,動輥運行越不平穩,其抖動聲音越大。更換為高壓橡膠管能有效減小其抖動,但只能起局部效果,不能解決根本問題。
3)電磁溢流閥處于時開時關狀態
電磁溢流閥處于時開時關狀態會出現一系列故障表現,一會兒菌柄閥撞擊聲,一會兒管子抖動,或者二者并存,整個液壓系統亂套,也只能用頭痛醫頭,腳痛醫腳的方法來維持生產。
3采取的措施及效果
輥壓機生產廠家多次到現場進行技術服務,同時,使用廠家也摸索調整,進行局部改造,主要有:1)將液壓缸與氮氣囊之間連接鋼管改為高壓橡皮膠軟管,以減小沖擊。2)液壓泵和電動機、氮氣囊、菌柄閥損壞及時更換。3)液壓缸漏油更換銅套。4)電磁溢流閥清洗或更換。
采取上述措施后,效果不太明顯,主要原因是電磁溢流閥損壞頻率較大,有時清洗后故障依舊,因為金屬雜物馬上又出現堵塞溢流閥;再者,更換的新溢流閥出廠壓力不一定適合該系統,需要調整。假如這時出現堵塞,調整其壓力也是盲目的,無規律、無準則可尋,整個系統又出現了紊亂。
至2013年8月,存在的問題已嚴重影響到整個公司利益,使用廠家下決心將系統全部拆除、清洗,所有認為不放心閥件進行更換,連接管道、油箱、油泵全部清洗組裝,現場自己調整,整體生產正常。
目前,該系統雖然能正常運行,但由于仍是銅套式液壓缸,污染源仍然存在,仍有出現前述問題的隱患。
文章來源于:中國水泥備件網論壇
(版權歸原作者或機構所有)
